 English
English Русский
Русский Português
PortuguêsTank Turning Roll, Wire Feed Welding Gun / Welding Torch
Introduction about Gas Metal Arc Welding Torch
Gas metal arc welding torch, MIG or MAG welding torch for short, uses the electric arc between wire and work piece as the heat source to melt the metal under the protection of shielding gas. It is the key component of welding equipment. As the direct welding implementing device, the welding torch plays a vital role for welding quality, production efficiency, etc.
Main Functions of Gas Metal Arc Welding Torch
1. The welding current is transmitted to the wire through contact tip to form electric arc between wire and work piece. The stable, continuous and smooth transmission of welding current to wire can ensure sustained combustion of electric arc.
2. The welding gun can realize welding and feeding of wire with different specification and material.
3. It provides shielding gas with steady flow for arc welding zone to avoid the harm of air to molten metal.
4. The welding tool controls turning on and off of the welding power to achieve starting and stopping welding.
5. It can also adjust the welding current to control the wire feeding speed.
The basic requirements for the MAG/MIG welding gun include good conductivity, smooth wire feed, excellent gas protection and reliable control to ensure stable arc welding. With the fast development of welding industry, the gas metal arc welding torch is divided into many kinds.
A. Spool Gun
This kind of welding gun is the welding tool integrating welding gun with the wire feeder together. The wire reel is generally installed on the gun handle. The welding tool can send the wire into the gun directly with short distance and small resistance, which enhance the reliability and stability of wire feeding. The welding current adjusting device is mounted on the handle for convenience.
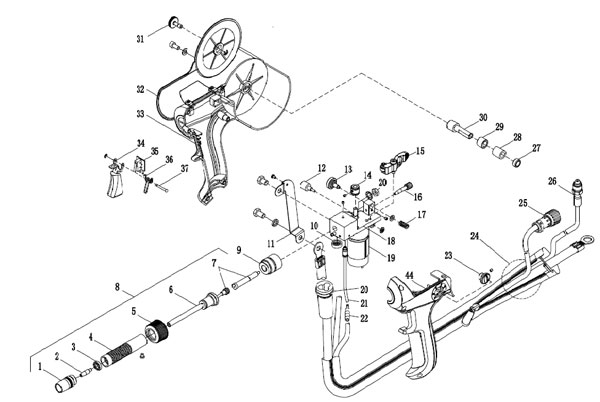
Fig. 1 MIG/MAG Spool Gun Schematic Diagram
In the figure, (1)-(6) shows the gun neck assembly. (7)-(19) is the wire feeding system. (20)-(26) shows the cable assembly. (27)-(37) is the housing trigger assembly.
This kind of wire feeding mode is widely applied in the welding for use of fine wire with the diameter of less than 1.0mm. It features uniformity of wire feeding. For the cable is used for connection between welding gun and welding machine, user can increase the cable length according to actual use. If necessary, the length of cable can be increased to 10m to increase the working radius of welding gun largely. This kind of condition is widely used in many areas like welding coach shell.
The driving motor of the spool gun is installed in the handle. For limit of volume, the common used motor is the DC speed adjusting type with comparatively small volume and the power is only 10W or so. Now, some high level spool gun adopts pulse motor or AC servo motor. After all, the limited motor power decides that the spool gun can only be used for welding with fine wire.
B. Wire Feed Welding Gun
It is the most widely used gas shielded welding torch. The wire feeding mode allows for simple structure of the tool, convenient operation for user and simple maintenance. The special wire feeding device sends the wire into the welding gun through a long wire feed hose. With the lengthening of the hose, the wire feeding resistance increases accordingly. Then, the stability of wire feeding is reduced. So, the wire feed hose should not be too long. The appropriate length for the hose is within 2m to 5m. The following picture shows the structure of typical wire feed welding gun.
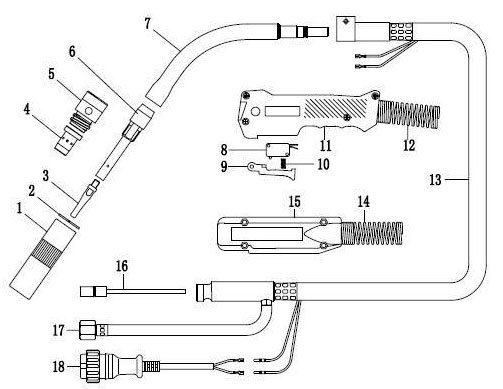
| No. | Description | No. | Description |
| 1 | Nozzle | 10 | Trigger Spring |
| 2 | Gasket | 11 | Front Gun Handle |
| 3 | Contact Tip | 12 | Front Spring Cable Support |
| 4 | Diffuser | 13 | Cable Assembly |
| 5 | Insulator | 14 | Back Spring Cable Support |
| 6 | Front Gun Tube | 15 | Back Gun Handle |
| 7 | Curved Gun Neck | 16 | Wire Feed Hose |
| 8 | Micro Switch | 17 | Gas Inlet Assembly |
| 9 | Trigger | 18 | 2 Pin Plug |
The MIG/MAG wire feed welding gun is mainly comprised of gun neck assembly, cable assembly and back connector assembly. The gun neck assembly consists of nozzle, gasket, contact tip, diffuser, insulator, front gun tube and curved gun neck. The cable assembly is composed of micro switch, trigger, trigger spring, front gun handle, front spring cable support and the cable. The back connector assembly is comprised of back spring cable support, back gun handle, wire feed hose, gas inlet assembly and two-pin plug. Its main usage is to connect the wire feed device for smooth wire feeding, to transmit welding current and voltage, to transfer the gas and to link with control signal.
The contact tip is designed with the features of good conductivity, wear resistance and strong durability. It is usually made of red copper. The CuCrZr can also be employed for enhancing wear resistance. When the wire diameter is less than 1.0mm, the aperture of the contact tip is greater than 0.1mm. It is greater than 0.15mm to 0.20mm when the wire diameter is greater than 1.0mm. The appropriate aperture can guarantee excellent conductivity and smooth wire feeding. Made of red copper, the nozzle should be produced with high resistance to temperature, splashing, adhesion and abrasion. Its shape has the conical cylindrical type and step cylindrical type which are showed as follows. Generally, the shielded gas flow injected from step cylindrical nozzle can keep comparatively long distance in the state of turbulence. So, it is much better for protecting the electric arc.
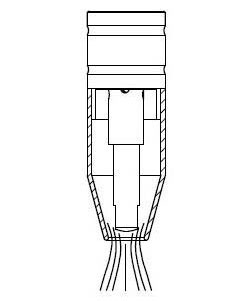
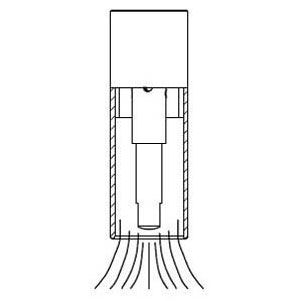
Fig. 3 Conical Cylindrical Nozzle Schematic Diagram Fig. 4 Step Cylindrical Nozzle Schematic Diagram
The wire feed hose mainly has two kinds. One is produced by winding the spring steel wire or stainless steel wire. This kind of wire feed hose can be fit for transmitting the hard steel, stainless steel or copper welding wire. Its inner wall should be smooth for small resistance. The stiffness of the wire feed hose should be good enough to ensure large enough bending radius and facilitate reducing the wire feeding resistance. The inner diameter of the wire feed hose is often not greater than 1.5 times of diameter of the wire. The other kind is Teflon plastic wire liner. For the adopted material has the function of self lubricating, the wire feed resistance is about one third of that of steel wire liner. The Teflon liner is mainly used for transmitting aluminum wire for metal argon arc welding.
The following picture shows the sectional structure of electric cable. The cable should have good softness and compliance.
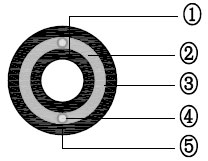
①Inner Gas Tube
②Copper Conductor
③Isolate Layer
④Control Wire
⑤Cable Jacket
Because the transmission of wire is completed through special wire feeder, the wire feed welding gun won't be limited to volume and weight. The wire feeder with different specification can transmit the wire with different diameter. When using the wire feed welding torch, choosing appropriate contact tip and wire liner according to the diameter of wire can meet the welding demands.
Now, the welding machine manufacturing enterprises in different regions develop the wire feed welding gun with regional character and enterprise feature. We can find the welding gun like Asian type, European type and American type in the market. The adapter connecting the welding gun with the wire feeder also has different types such as Panasonic type, OTC type, European type, Miller type and Lincoln type. But those types of adapters have the same function of transmitting wire and shielded gas, conducting welding current and voltage as well as delivering control signal.
European adapter is widely applied all over the Europe. It integrates the functions of transmitting welding current, voltage, wire and control signal together. It is very convenient to assemble or disassemble the adapter with wire feeder. Now, the European adapter is widely used in more regions. The following picture is the schematic diagram of European adapter.
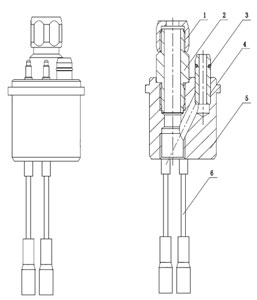
Fig. 6 European Adapter Schematic Diagram
C. Push Pull Gun
The push pull gun is the new type welding tool and developed by absorbing the advantages of wire feed welding torch and spool gun. The wire feed hose can be lengthened to 15m or so, which enlarges the operational radius of semi-automatic welding. The micro motor is installed on the wire feed welding handle as the power source for wire drawing.
During the welding process, the wire is fed mainly via the driving force of wire feeder. The wire drawing motor on the handle provides auxiliary pulling force. The combined action of the two forces can help to overcome the resistance of wire in the hose. Generally speaking, the wire feeding motor offers main force to ensure wire feeding with constant speed. The motor for wire drawing plays the role of straightening the wire at any time. User should adjust the driving force and pulling force synchronously as much as possible but put emphasis on the driving force. During the process of wire feeding, the wire should be kept in a straightened state always. That point is particularly important for long distance transmission of aluminum welding wire. Then, the pulling force should be a little ahead of the driving force. The two forces should maintain a certain rate ratio to ensure synchronization.
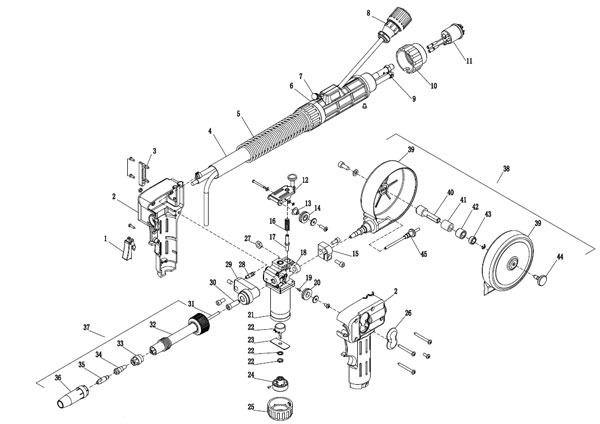
Fig. 7 MIG/MAG Push Pull Gun Schematic Diagram
The push pull gun has the irreplaceable advantages compared to the welding gun of only wire feeding type and spooling type. It is the combination of the two types of welding guns. But the push pull gun has complicated structure. The adjustment before welding is cumbersome. So, the push pull gun is more widely used in aluminum wire metal arc welding or welding under special conditions.
Gas shielded welding develops fast for its leading features of high efficiency and energy saving. It is the significant welding process in welding industry. Now, the low carbon concept, which is low carbon, low energy consumption, low CO2 emission and low pollution, leads the development of economy. To comply with the trend, North has developed the low carbon and high efficient welding torch with our own intellectual property rights and patents such as dual power three wire welding gun, electric arc bypass self heating hot wire welding gun and single power dual wire overlay welding torch. The energy consumption is reduced largely with doubled increase of deposition efficiency and welding speed. Meanwhile, the double pulse welding machine and gas shielded welding machine with small splashing are needed to be used as the supporting equipment. Those welding machines have the merits of low welding pollution, small or almost no splashing and low energy consumption. User can reduce the time for cleaning the splashing to enhance the efficiency. Meanwhile, the working lifetime of the devices such as nozzle and contact tip can be prolonged.




